| 地址: |
广东省佛山市顺德区陈村镇潭村工业三路 |
| 电话: |
+86-757-23310085 |
| 传真: |
+86-757-23310138 |
| 手机: |
黄先生13802644985 |
| 邮箱: |
gdzlzd@163.com |
| QQ: |
3088744955 |
|
|
| 锻造比的计算方法详解 |
| 发布时间:2017-11-14 文章来源: 浏览次数:18340 |
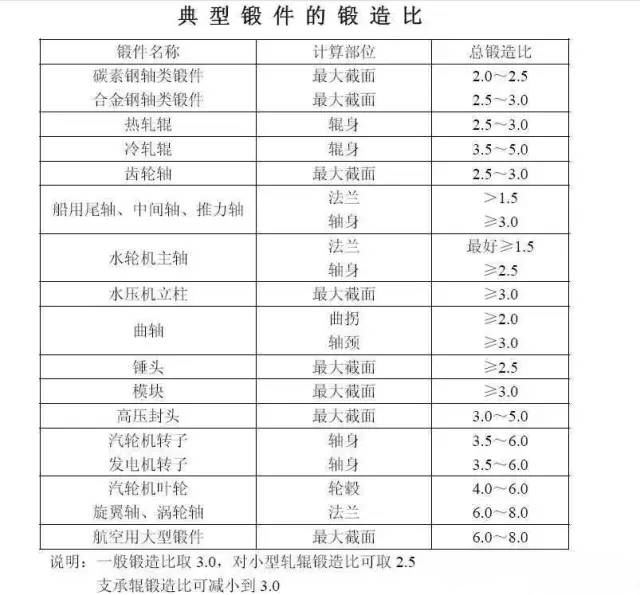
锻造比是锻造时金属变形程度的一种表示方法。 锻造比以金属变形前后的横断面积的比值来表示。不同的锻造工序,锻造比的计算方法各不相同。
1、拔长时,锻造比为y=F0/F1或y=L1/L0
式中F0,L0—拔长前钢锭或钢坯的横断面积和长度;
F1 ,L0—拔长后钢锭或钢坯的横截面积和长度。
2、镦粗时的锻造比,也称镦粗比或压缩比,其值为
y=F1/F0或y=H0/H1
F0, H0—镦粗前钢锭或钢坯的横截面积和高度;
F1, H1—镦粗后钢锭或钢坯的横截面积和高度。
锻造比是锻造时金属变形程度的一种表示方法。锻件的组织和机械性能与很多因素有关,而锻造比是影响锻件质量的最主要因素之一。对于用铸锭(包括有色金属铸锭)锻制的大型锻件和莱氏体钢锻件,正确选取锻造比有较大的实际意义;对于某些大型锻件的中间坯料,如涡轮盘、压气机盘等的圆饼坯料,轴、框、梁等的预制锻坯,锻造比也有重要的实际意义。
1、锻造比永远是正的,变形前后的面积之比的计算永远是对的,即大面积变形成小面积时,用变形前的面积除以变形后的面积;反之类推。2,用长度比较时要当心:同形状变形时是可以拿长的除以短的(体积不变定律),不同形状变形时是绝对不可以的,例如八角锭拔长成方形时,只能用八角形除以方形面积。
以上的说法还应补充:
锻造比分为工序锻造比、火次锻造比和总锻造比。
当只用拔长或只用镦粗,而进行几次锻造时,则总锻造比等于各次锻造比的乘积,即
y总 = y1 * y2 * y3 …
如两次拔长中间镦粗或两次镦粗中间拔长时,总锻造比规定为两次锻造比相加,即
y总 = y1 + y2
此式中未将中间镦粗或中间拔长的锻造比计算在总锻造比之内。
锻造比是自由锻里的一个重要指标,但不是唯一的,在大型锻件锻造中,更注重锻造状态:应变场、温度场等等。如果在很小的进砧量下以每次很小的压缩量锻造,它的心部压实水平远远不如大进砧量、大压下量的锻造状态——小压缩量多次锻压积累的变形效应都集中在锻件外层,而我们追求的往往是心部材料的压实。每次洽谈大锻件合同、碰到用户提出“锻造比要大于多少”时我总要解释一番,其实关键的还是看最后的组织检测和探伤情况。
至于模锻,更不必拘泥于锻比的数字,计算机模拟变形状态时注重的是“场”的概念,起码是四维的——一个数字没法说清复杂的变形效应。它只能概略地表述某个主变形方向的变形程度。
承压锻件的壳体类为总锻造比大于5,法兰类为大于3,管板类大于4.封头类大于4.一般要求大于3.5.总锻比下的分锻比按使用工况和成形方式择优选择。例如管板的镦粗比大于2,筒体的扩孔比(或近似管类的筒体的芯棒拔长比)大于2,等等,不一而足。
大多数正规的压力容器设计院都对重要锻件作出总锻比大于3.5的规定。6 v3 v, R) D, }6 D% K( I
容规上未作进一步的约束。
目前设计院对取样方向(以前光讲取样位置,如皮下1英寸,T/4+T,T/2+T——T为壁厚),现在则规定拉棒轴线应“垂直于”主变形方向(换句话可理解为垂直于成形纤维方向),Akv也是。所以对制造商来说更应注重锻造比的合理分配,而不是一味追究总锻比值。
|
|