| 地址: |
广东省佛山市顺德区陈村镇潭村工业三路 |
| 电话: |
+86-757-23310085 |
| 传真: |
+86-757-23310138 |
| 手机: |
黄先生13802644985 |
| 邮箱: |
gdzlzd@163.com |
| QQ: |
3088744955 |
|
|
| 低压铸造工艺 三点针对性措施防废品 |
| 发布时间:2015-11-24 文章来源:铸造生态圈 浏览次数:1845 |
低压铸造是将模具放在密闭的保温炉上面,型腔通过升液管与炉膛里的金属液相通。工作时向炉膛中加入带压力的空气,金属液会从升液管中流入型腔。待金属液凝固后,将炉膛中的压缩空气释放,未凝固的金属从升液管中流回到炉中。变矩器机芯中的铝轮、叶片采用低压铸造技术有四大优点:第一,铸件组织致密,力学性能好;第二,工艺出品率高,目前我公司铸造厂压铸件工艺出品率在93%以上,同种产品重力铸造的工艺出品率在70%~80%;第三,生产效率高,同种产品压铸工艺生产效率是重力铸造的三倍;第四,表面光洁,可减少加工余量。
图1、图2为同一个产品分别采用两种工艺铸造的铸件实物。

图1 低压铸造铸件

图2 重力铸造铸件
1.低压铸造生产流程
(1)模具检查 模具在使用前应该清理涂料,涂料经过一个生产周期后已经失效或表面不均匀,需要将涂料用砂轮打磨掉。然后就是清理顶杆的铝屑,清理透气塞。
(2)烘烤模具 模具的最佳工作温度为(360±10)℃,因此在工作前应先将模具烘烤到工作温度。
(3)涂料 模具加热至300℃时喷涂涂料,涂料一定要均匀,不能有流挂等现象。涂料主要起以下作用:第一,防止铝合金对型腔的腐蚀,增加铸型的寿命;第二,防止铝合金粘结在型腔或分型面上,使生产能连续快速进行;第三,涂料使型腔里有一层隔热的保护组织,使金属液易于平稳地流入型腔,减少铝液的流动阻力,增加金属液的填充性能。
(4)下芯。
(5)设置工艺参数 低压铸造的工艺参数主要为铝液的温度、设备的增压速率和压力设定。这三个因素都会影响铸件的质量,造成粘砂、浇不足、呛火等缺陷,因此参数设定对铸件影响至关重要。
(6)浇注。
2. 铸件常见缺陷及处理方法
(1)呛火 图3为铝轮铸件大端面呛火缺陷。
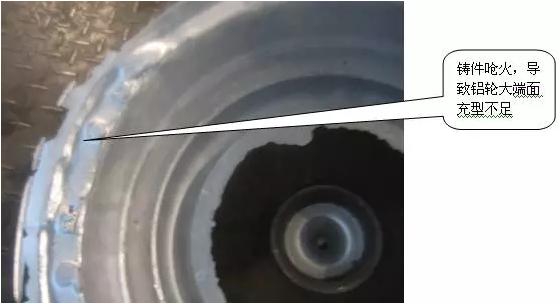
图3 铝轮铸件大端面呛火缺陷
造成呛火的原因:模具温度低;排气不畅;充型速率过快。
解决方法:将模具温度升至350℃以上;加强排气,主要是增加透气塞,以及喷涂透气性好的涂料;增加充型时间,使型腔气体能全部排出。
(2)粘砂 图4为叶片铸件产生粘砂缺陷。
粘砂的原因:浇注温度过高;砂芯强度不足;保压压力过高。
解决方法:铝液浇注温度不高于670℃;减少砂芯烘烤时间,保持砂芯的强度;设置合理的保压压力。

图4 叶片粘砂缺陷
(3)浇不足 图5为叶片铸件产生的浇不足缺陷。产生的主要原因:铝液温度低,流动性差;充型参数不合理,充型时流速低;模具的排气不畅,内部压力高,阻碍充型。
(4)缩松 图6、图7分别为叶片和铝轮产生的缩松缺陷。

图5 叶片浇不足缺陷

图6 叶片缩松缺陷

图7 铝轮缩松缺陷
缩松主要在铝轮的热节周围,聚集或分散细微空洞造成组织不致密。 防止方法:注意模具温度场,创造顺序凝固条件;提高结晶压力。
结语
低压铸造相比传统重力铸造可大幅提高铸件的出品率,而且工作效率高。由于是在压力下结晶,铸件的组织致密,抗拉强度可达到200MPa以上。但是,低压铸造对于设备、模具及工艺的要求较高,稍有不慎就会出现批量废品。经过我们长期总结,影响低压质量的主要原因可以归结为三点:一是温度(模具温度和铝液温度);二是排气;三是充型参数。通过对以上三点采取针对性措施,可以不断降低铸件的废品率。
|
|